





Seals have a decisive influence on the functioning and longevity of installations, assemblies, and components. And yet, attention is usually only given to them when they fail. While O-rings are probably the most widely used seals and some other types of static seals exist, adhesive bonding technology with liquid gaskets and seal bonding opens up additional options for reliable sealing.
In industrial production, joint gaps between components often need to be sealed in order to prevent the ingress of air, dust, water, and aggressive chemicals. This is particularly important in the fields of electronics, automotive, mechanical engineering, and process engineering. Typical applications are as diverse as the industries in which they are used. Some examples are housings of electronic components, magnets, and, of course, fluidic systems.
To a certain extent, components can be sealed in a purely constructional way without any additional seal. However, with an increase in requirements it can be necessary to use a separate seal.. In engineering, this task is typically addressed by designing the component’s geometry so that a static seal can be inserted into the joint gap. Depending on thermal, chemical, and mechanical requirements, industrial seals usually consist of rubber, silicones, thermoplastic elastomers, or Teflon.
What about Rubber?
Rubber is the most widely used material for these purposes, and the choice for rubber-based products does have some advantages: they seal very well. The typical compression set for nitrile rubber at standard conditions of 100 °C/24h is 20 - 30 %. In addition, these rubbers are well-established as well as thermally, chemically, and mechanically robust, with low material costs involved. However, they also have disadvantages, in particular with respect to their integration into the production process.
With a round sealing geometry, disadvantages are likely to be insignificant and O-rings will be the most economical solution. In the case of sealing cords or sealing tapes such as those used for housings, efficient production is (already) more complicated. They require additional manual bonding at the connecting point where the two ends touch each other, which means a further and possibly time-consuming process step.
More complex rubber shapes can be produced by punching or vulcanizing. This allows for simple production processes, but these are only efficient for a high production volume, since expensive molds for each shape must be kept in stock.
Sealing the Gap with Thermoplastic Elastomers
Seals made of thermoplastic elastomers (TPE) offer an alternative. They are applied directly to the component by injection molding. They are robust, abrasion-resistant, and adhere well to technical plastics such as PA, PC, or PBT, which makes the seal leak-proof. At room temperature, TPE behave like classical elastomers, but the thermoplastic component limits the temperature application range to 80 - 100 °C, with the compression set increasing at higher temperatures. For the widely used TPU, the compression set is about 80 % (100 °C/24 h), for other TPE types values around 50 % are possible.
The process of injection is simpler than vulcanizing, but still not trivial, in particular due to rather moderate processing properties of TPUs and to the fact that a tool is needed for each geometry. In addition, a multi-component injection molding machine is required in order to avoid inserting the component again in an additional process step.
First Liquid, Then Tight
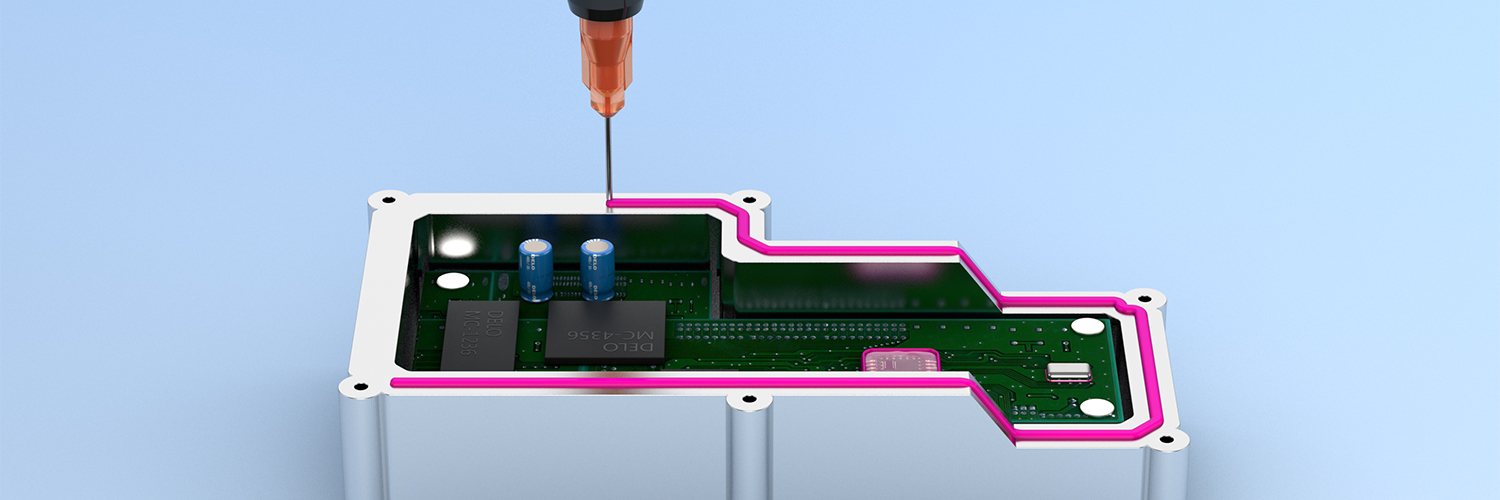
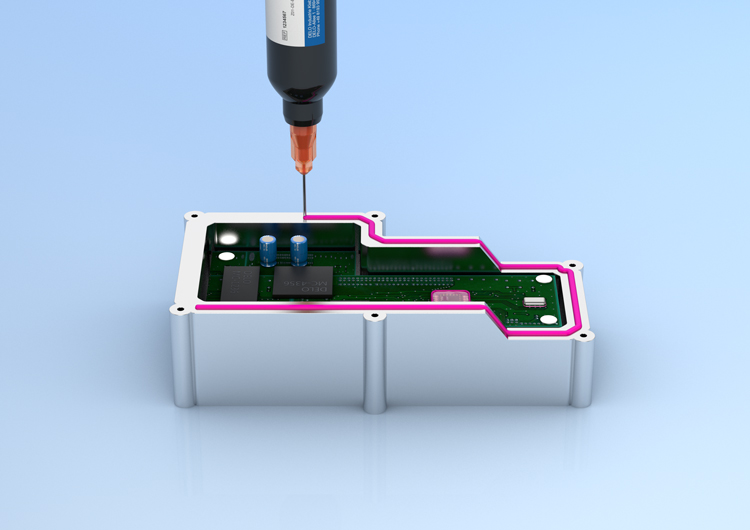
With liquid gaskets such investment costs are not incurred. These gasket types are flow-resistant, highly viscous adhesive-based products which are dispensed according to the desired height and shape and then cure in their application position. Their application flexibility makes them suitable for complex component geometries, even three-dimensional ones. Another advantage of liquid gaskets compared to solid gaskets is that they do not just partially rest on rough peaks, thus better sealing wavy surfaces and allowing for higher manufacturing tolerances.
Compared to sometimes complex rubber or TPU seals, they involve fewer process steps, reduce machine setup times, and produce less rejects than cutting dies. Production processes can be automated easily, with only one system needed for the production of all components. Potential dispensing errors in the sealing bead are detected by fluorescence for optical inline quality control. Since it is no longer necessary to hold a large number of seals available, storage costs are not an issue.
So far, products on a silicone or polyurethane base have often been used for liquid gaskets. However, these two-component systems cure slowly and are therefore better suited for large components or small series. In the case of large series, the uncomplicated and flexible process made possible by liquid gaskets has often not been able to compensate for the speed disadvantage compared to rubber or TPU seals.
However, for some time now, light-curing one-component acrylates have been on the market, demonstrating their strengths especially in large series. High-energy UV light ensures that the adhesive reaches its final strength within a few seconds, thus allowing short cycle times and direct processing of the components, which are important aspects to achieve a high production volume.
The good shape recovery properties of the materials ensures reliable sealing after joining: the low compression set of up to 10 % (85 °C, 24 h) allows them to regain their original shapes when there is no more pressure. Numerous surface-dry versions allow repeated disassembly. In addition, acrylate-based formed-in-place gaskets meet IP67 requirements, thanks to their water-repellent properties. They are PWIS- and solvent-frees, featuring a temperature range from -40 to 120 °C.
Take 2: Sealing and Bonding in One Go
Seal bonding is the ideal solution if a seal is explicitly meant to be nondetachable. Here again, it is possible to create any shape and to use fluorescence for inline quality control. An additional advantage is the power transmission – adhesives do not only seal components but join them permanently. This translates to reduced space requirements. Screws are no longer required, allowing for smaller housings, miniaturization of assemblies, and fewer production steps.
For high-volume applications, light-curing acrylates and epoxy resins are particularly suitable, depending on the thermal and chemical requirements. While epoxy resins are slightly more stable in temperature, acrylates provide greater flexibility and faster curing. In addition, dual-curing versions exist for both product families. Curing in ovens or by contact with air humidity, these adhesive types ensure full crosslinking even in shadowed areas.
Conclusion
Seals are not just rubber rings. As with any material, diversity has increased enormously. Bonding technology with its light-curing liquid gaskets and seal bonding solutions provides users with new options to optimize their design and achieve both efficient and flexible production processes.
Info Box: Compression Set
A permanent deformation is essential for seals, since a flange seal is compressed to a certain thickness and exerts a pressure on the flange surfaces. This pressure decreases over time as a result of the sealing material's deformation. The stronger the deformation, the more the pressing force and thus the sealing effect decrease.
This property is usually expressed as the compression set. To determine the compression set according to DIN ISO 815 or ASTM D 395, a cylindric specimen is compressed to 25 % (frequent value) and then stored for some time at a given temperature. Typical values are 24 hours at 100 °C or 85 °C. Usually 30 minutes after pressure relief, the thickness is measured again at room temperature, determining the permanent deformation. The lower the compression set, the more the material regained its original thickness. A compression set of 100 % would mean that the specimen shows no shape recovery at all.