








粘合通常有助于降低生产成本。它可让制造商扩大零件的公差,达成简单而高效的自动化,并且可以在没有热量输入的情况下使用。
除了这些结构性连接之外,汽车工业还会使用粘合剂在电动机中铸造敏感元件,以保护它们免受潮湿、腐蚀性介质和机械应力的影响。它们会为线圈连接线提供振动保护,为焊料和焊接接点提供腐蚀保护,并防止线圈与研磨材料接触。
用粘合剂更好接合
现有的接合方法,如机械夹紧或磁铁绑扎,在电机功能和生产工艺方面都已达到极限。例如,电动机尺寸的逐渐减小导致制造公差的收紧,进而提高了成本。高效电动机的制造商越来越依赖稀土磁铁。由于稀土磁铁容易腐蚀,它们的表面会以钝化、镀镍或环氧树脂镀层的形式进行处理。该镀层在组装过程中可能会受损,使磁铁暴露在直接的环境影响下。
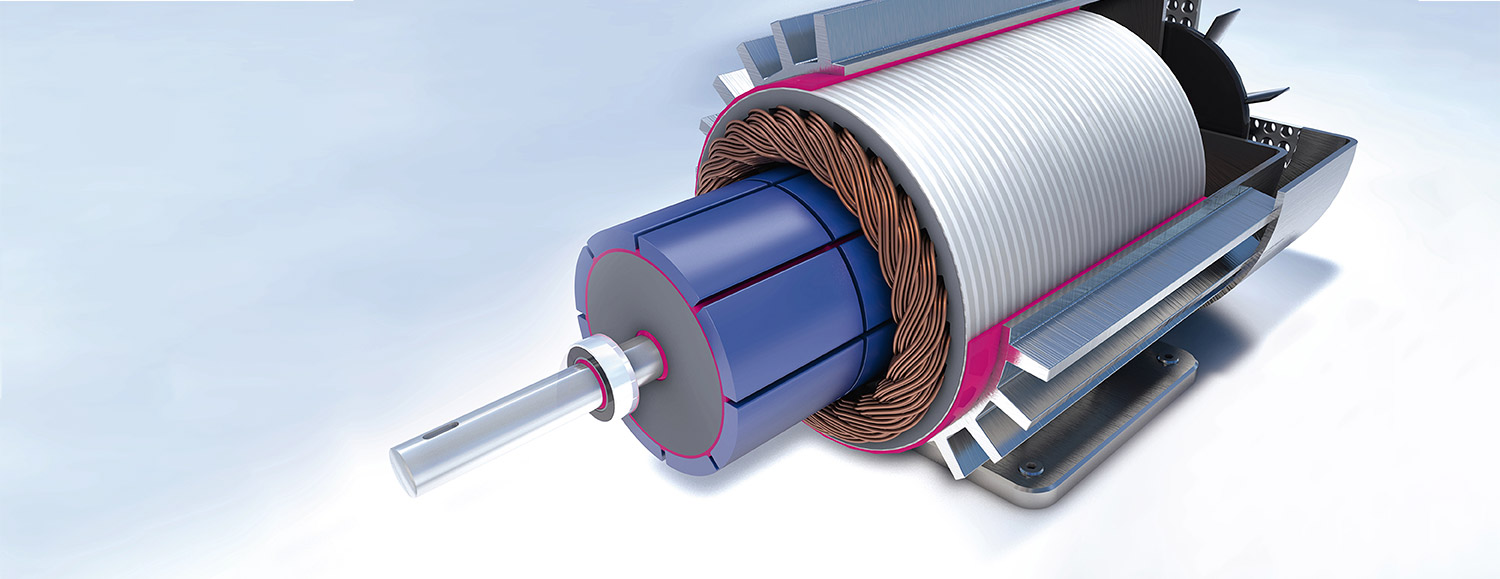
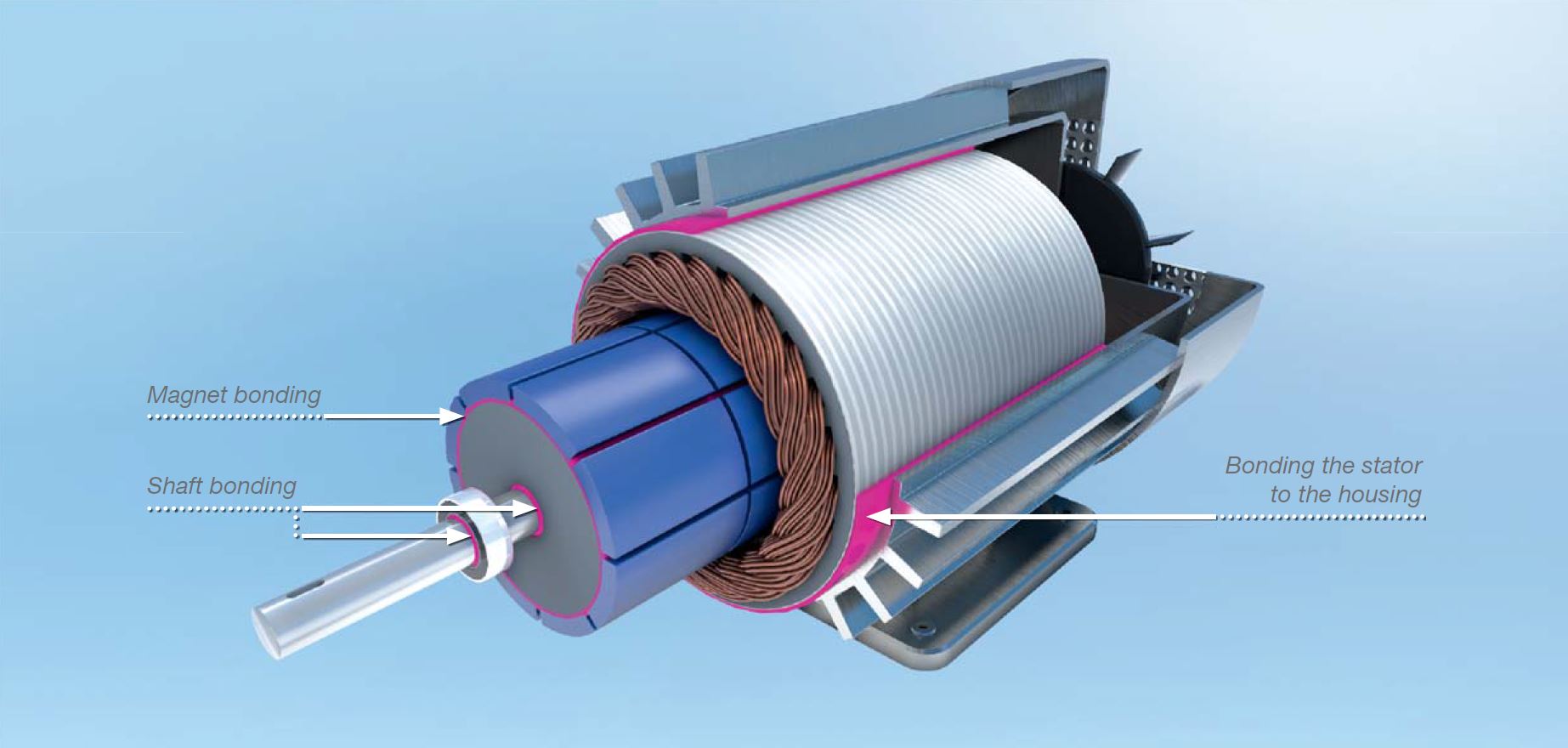
与这些传统的方法相比,粘合有许多优点。对于电动机组装的三个步骤来说,这是一个特别合适的方案:连接磁铁和叠片堆,连接轴和转子,连接定子和外壳。
粘合剂不仅可以补偿较高的制造公差,防止摩擦腐蚀或接触腐蚀,而且还可以提供耐冲击性,这对承受电动机高动力而言至关重要。其振动衰减特性降低了噪声,并提供了声学改进。由于均匀的应力分布,粘合剂能够补偿由于定子和外壳之间的热膨胀系数不同而产生的温度负荷。其缝隙连接特性有助于防止滑移,并在轴的区域发挥作用。
为何电动机应进行粘合组装,何种类型的粘合剂最适合?
电动机在日常生活中无处不在。随着技术的进步,电动机变得更小、更高效,为接合技术带来了新的挑战。在生产和操作方面,粘合技术提供了许多优势,使设计电动机的工程师能够从各种各样的粘合剂中做出选择。
Tesla 在将电动汽车作为未来高效且可持续移动的理想型解决方案领域一直发挥着重要作用。但是,电动机不仅用于零排放驾驶,还应用在车窗开闭调节器和座椅调节器中。事实上,电动机随处可见,电动自行车、工具,甚至厨房里都可以找到。
所有电动机制造商都有一个共同的目标:让它们变得更小更强大,同时提高效率。为了实现这一目标,工程师们必须考虑很多事情:例如,分层设计,将磁铁最佳嵌入到叠片堆中,并在磁铁和线圈之间留出尽可能最小的缝隙。
选择适当的粘合剂
考虑到电动机尺寸的多样性和它们所暴露的不同环境状况,没有统一的通用设计蓝图或标准的生产流程。然而,建议从检查主要粘合剂组的长处和短处开始,然后对个别产品和部件进行测试。
尽管丙烯酸酯和聚氨酯确实有它们的可用之处,但由于其可靠性一般,所以不太适合高端应用。这就需要考虑三种产品组:金属粘合剂、单组分环氧树脂和双组分环氧树脂。它们有部分不同的特性,但主要是它们最适合的制造过程存在差异。
单组分环氧树脂
单组分热固化环氧树脂拥有绝佳的性能。即使是在约 220 C 的温度下,它们也能达到良好的粘合强度值。这意味着它们不仅可以暂时承受此类峰值温度,还可以在高温下长久使用,这使得它们甚至可以适用于 C 级绝缘电机。此外,它们还具有很高的耐介质性、良好的缝隙填充能力和对镀镍表面的良好附着力,这对磁铁的粘合尤为重要。
在这种情况下,热固化是必不可少的,针对典型粘合剂,该过程在典型的温度下需要进行 20 到 40 分钟。考虑到加热待连接部件所需的额外时间和所涉及的能源成本,空气循环烘箱更适合小型电动机。对于中型电动机和大批量生产,最好采用感应加热。在此过程中,金属部件部分或完全暴露在由载流线圈创建的交变电磁场中。该磁场在材料内部生成涡流,向原始电流的相反方向流动,并加热材料。感应能够十分快速地加热导电组件,并大幅减少加热时间,从而加速进程,并让固化时间达到一分钟。
双组分环氧树脂
大型组件越多,制造商就越倾向于选择双组分产品。这些粘合剂将良好的缝隙连接性能和抗剥离性能及应力均衡结合在一起。 双组分环氧树脂在室内温度下基本可以固化,这当然需要一些时间,但交联过程也可以通过加热来加速。例如,在 80 C 的温度下,5 分钟便足以获得足够的加工强度,10 分钟则可以完全固化。在 100 C 的感应固化下,组件甚至可以在一分钟内固定,并达到 10 MPa 的强度。而后,在室内温度下进行最终固化。
例如,相对于在较高温度下固化单组分产品,这些适中的条件减少了加热组件所需的时间,从而导致生产中的能源需求降低。此外,该粘合剂还可用于对温度敏感的材料,如磁化磁铁或塑料。由于现在这些产品也能承受较高的温度,因此,它们非常适合在 H 级绝缘电机中使用。
使用此类粘合剂的限制可能在于 2C 混合系统的投资成本和相当复杂的加工操作。
金属粘合剂
在高达 200 C 的使用温度范围内,甲基丙烯酸酯基金属粘合剂在室内温度下固化也十分耐热。从弹性到抗冲击性,它们具有在光滑表面上的良好附着力。由于交联是在不含氧及存在金属离子的情况下进行的,因此,这些粘合剂只适用于厚度不超过 250 µm 的低层。因此,它们特别用于轴的粘合,由于非常紧密的公差,其连接缝隙很小。
某些材料对丙烯酸酯提出了特殊的挑战。例如,在高性能电动机中使用的钕磁铁涂层中只能找到少量的金属离子。同样也适用于简单电动机的铁氧体磁芯。应用活化剂(无论是喷涂还是浸渍)会显著提高问题表面的附着力。此外,活化剂会极大地加速固化过程。功能强度通常会在 30 到 60 秒内达到。
如果需要较短的周期时间,则会使用双重固化聚氨酯丙烯酸酯。在倒圆角区域,当暴露在紫外光/可见光下时,这些粘合剂会在不到 10 秒内固化,从而固定组件并允许对其进行进一步加工。在不含氧的情况下,将照常达到最终强度。甚至可以跳过一个过程步骤,因为组件不需要机械固定,通常就如热固化之前的情况。
通过灌浆进行全面保护
已经提及的灌注应用有两个方案。双重固化产品可用于中等要求。这些粘合剂曝光后开始固化,并在空气湿度或热量的影响下达到完全强度。它们确保了在阴影区内进行可靠且同时的固化时,快速进行进一步加工。
对于具有极高要求的应用,例如,当需要对腐蚀性介质(如齿轮油)的极佳抵抗性,或对低热膨胀的高耐温性时,应选择高度可靠的产品。它们分别可用于小容量和大容量的 1C 或 2C 版本。由于其特殊组合,可以达到 11 ppm/K 的热膨胀系数。