





密封件对于各种设备、装配件与组件的功能与使用寿命而言起着决定性的影响。遗憾的是,往往是在失灵之后它们才会引起人们的关注。O型环也许是最常用的密封件。此外,还有其它类型的静态密封件、采用粘合技术的液体垫圈以及密封接合开口的技术,这些均能够可靠地进行密封。
在工业生产中,经常需要密封多个组件之间的接合缝隙,从而防止空气、灰尘、水和腐蚀性化学物品的渗入。密封性能对于电子工业、汽车工业、机械工程与工艺工程而言至关重要。它们在各行各业均有典型的应用。例如电子元件的外壳、磁铁、当然还有流体控制系统。
在某种程度上,组件可以用纯结构的方式进行密封,而不用任何附加的密封技术。不过,随着要求不断提高,可能必须使用单独的密封件。在工程领域,在设计组件的几何形状时就要考虑这一点,确保可以将静态密封件插入接合缝隙。根据热力学、化学和机械方面的不同要求,工业密封件通常由橡胶、硅树脂、热塑性弹性体或聚四氟乙烯构成。
用橡胶如何?
橡胶是最常用的密封件材料。以橡胶为基材的产品密封性能非常好,这是它的优势所在。在 100 °C / 24小时的标准条件下,氯丁橡胶的压缩永久变形通常为 20 - 30 % 。此外,此类橡胶牢固、耐热、耐化学腐蚀、能承受机械应力,且材料成本低。但它们也有劣势,尤其是在将它们整合进生产过程中时。
如果密封形状是圆形的,那么这一劣势不算明显。并且O型密封环还是最为经济实惠的解决方案。如果使用密封绳或者密封胶带(例如用于密封各种外壳),那么高效率的生产过程会变得更为复杂。在这种情况下,需要额外地用手工方式接合绳带的两段,这代表着又多了一项耗时耗力的工序。
冲压或硫化的方式能够制造更复杂的橡胶形状。这样做可以简化生产过程,但只有在产量高的情况下才能显现效率,因为每种形状都必须进行昂贵的开模。
用热塑性弹性体密封缝隙
由热塑弹性体 (TPE) 制成的密封件是另一种选择。可以用注塑成型的方式将他们直接粘附在组件上。它们坚固、耐磨、能够牢固地粘附在工程塑料上(例如 PA、PC 或 PBT),达到防渗漏的密封效果。在室温环境下,TPE的性能与传统的人造橡胶类似。不过,热塑性组件使用温度限制在 80 到 100 °C 之间,更高的温度会使压缩永久变形随之增加。用途广泛的 TPU 的压缩永久变形大约为 80 % (100 °C / 24小时),其它类型的 TPE 可能达到 50 % 左右。
注塑工艺比硫化工艺简单,然而不容忽视的是,虽然TPU的加工方式较为温和,但每一种形状都需要单独的模具。此外,为了避免在额外的加工步骤中反复地插入组件,需要一台多组件注塑成型加工机。
以液态形式开始,随后变得牢固
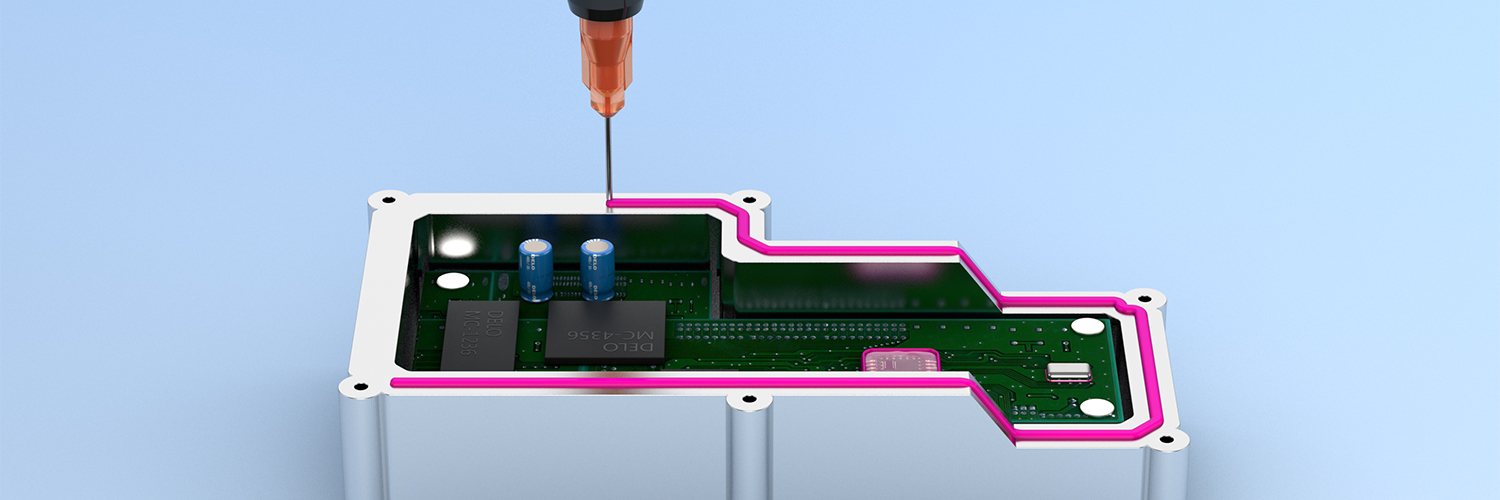
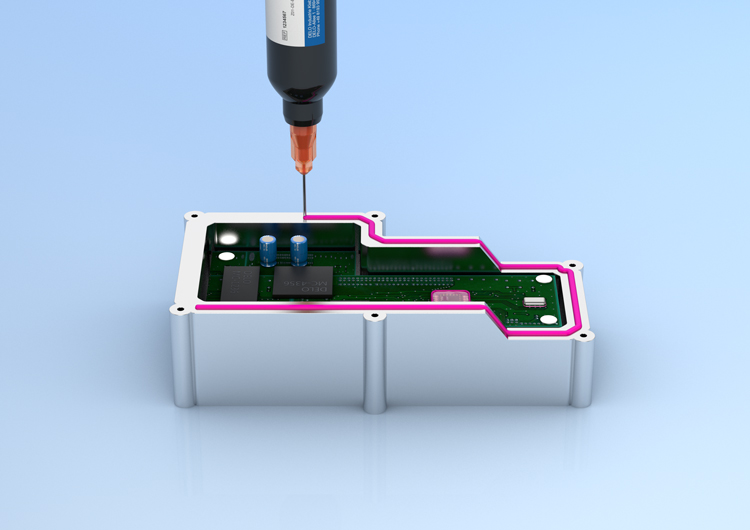
使用液态垫圈,则不需要如此投入成本。这些垫圈流动性低,是高粘度的粘合剂产品,可以根据需要的高度和形状进行点胶,然后让它们在应用的位置完成固化。由于灵活度高,它们适用于复杂的组件几何形状,甚至是三维形状。液体密封件与固体密封件相比的另一项优势是,他们绝大部分可以停留在粗糙的坡度上,因此能够更好地密封有起伏的表面,给生产商留出了更大的容许度。
与复合橡胶或 TPU 密封件相比,它们所需的加工步骤更少,减少了机器的设置时间,废品率比模切更少。一套系统足以生产各种组件,用户可以轻易实现生产过程自动化。粘合剂内含有荧光剂,因此在质量控制过程中可以用光学设备探测出胶滴是否有缺陷。由于不再需要保存大量固态密封件,亦节省了库存方面的开支。
到目前为止,液态垫圈经常以硅树脂或聚氨酯为基材。然而,这些双组分系统固化速度慢,因此更适合大型组件或小规模生产。如果是大规模生产,液态垫圈相较于TPU或橡胶密封件,虽然更为便捷灵活,却在加工速度方面处于劣势。 不过,适合于大规模生产的、单组分的光固化丙烯酸粘合剂已经面市有一段时间了。通过高能量的紫外线确保粘合剂在几秒之内达到其最终强度,缩短了周期时间,点胶之后即可直接加工组件——这些都是高产量的必需条件。
这种材料能够很好地恢复形状,因此在接合之后能够达到可靠的密封效果:压缩永久变形最多为10 % (85 °C, 24 小时) ,在压力消除之后可以恢复到原来的形状。它有多种表干的版本,可以重复地拆卸。不仅如此,这些基于丙烯酸的密封件就地成型,防水性能很高,达到了 IP67 的要求。它们不含水性油漆干扰物和溶剂,使用温度范围在 - 40 到 120 °C 之间。
二合一: 密封与粘合一步到位
如果密封件明确不可拆卸,那么密封粘合就是最理想的加工方案。这种方式可以做成任何形状,并使用荧光剂来进行质控。另一项优势是动力传输——粘合剂不仅把各个组件密封住,还把它们永久地连接在一起。如此一来,对空间的要求也降低了。由于不再需要用螺丝固定,此类产品适用于较小的外壳,能够将各种装配件小型化,而且精简了生产步骤。
光固化丙烯酸与环氧树脂尤其适合高产量应用。根据热力与化学性能方面的要求作出相应的选择。环氧树脂的温度稳定性略高,而丙烯酸的柔韧性更好,固化速度更快。另外,这两个系列均有可双固化的产品。无论是在烘箱里固化,还是接触湿气,这两类粘合剂甚至在阴影区域都能实现完全固化。
结论
密封件可不仅仅是橡胶环这么简单。与任何材料一样,它们的多样性与日俱增。“光固化液体垫圈”与“密封粘合”这两项粘合技术令生产商能够优化产品结构,兼顾生产过程的效率与灵活度。
信息框:压缩永久变形
永久变形对于密封件极其重要。法兰密封件被压缩到一定的厚度,并向法兰表面释放出一股压力。这一压力随着时间的推移而降低,最终导致密封材料变形。变形程度越高,重压力越大,密封效果越差。
这一属性通常被称作“压缩永久变形”。为了根据 DIN ISO 815 或 ASTM D 395 标准来测定压缩永久变形,一件圆柱形的标本被压缩至 25 % (常用数值), 然后在一定的温度下存放了一段时间。常用的数值是 100 °C 或 85 °C,时长24小时。通常来说,在压力消除30分钟之后,在室温条件下再次测量厚度,这就是永久变形。压缩永久变形越低,材料的恢复程度越接近原始厚度。如果压缩永久变形达到100%,意味着该标本的形状没有恢复一丝一毫。